1、范圍
本標(biāo)準(zhǔn)規(guī)定了扳手三爪鉆夾頭(以下簡(jiǎn)稱鉆夾頭)的分類、尺寸和連接、扳手、技術(shù)要求、試驗(yàn)方法、檢驗(yàn)、命名、標(biāo)志和包裝。本標(biāo)準(zhǔn)適用于錐孔和螺紋孔連接的鉆夾頭。
2、規(guī)范性引用文件
下列文件中的條款通過(guò)本標(biāo)準(zhǔn)的引用而成為本標(biāo)準(zhǔn)的條款。凡是注日期的引用文件,其隨后所有的修改單(不包括勘誤的內(nèi)容)或修訂版均不適用于本標(biāo)準(zhǔn),然而,鼓勵(lì)根據(jù)本標(biāo)準(zhǔn)達(dá)成協(xié)議的各方研究是否可使用這些文件的版本。凡是不注日期的引用文件,其版本適用于本標(biāo)準(zhǔn)。
GB /T 1 96 普通螺紋基本尺寸(直徑1^-600m m)
GB /T 1 97 普通螺紋公差與配合(直徑1^355m m)
GB /T 6 090 鉆夾頭圓錐(GB/T 6090-2003,ISO 239:1999,IDT)
JB /T 32 07 機(jī)床附件產(chǎn)品包裝通用技術(shù)條件
JB /T 55 63 金屬切削機(jī)床圓錐表面涂色法檢驗(yàn)及評(píng)定
ISO 2 63 :1973 ISO英寸制螺紋一總方案及螺釘、螺栓和螺母的選擇直徑范圍。06-6英寸
ISO 7 25 :1978 ISO英寸制螺紋一基本尺寸
ISO 5 86 4:1978 英寸制螺紋一允差和公差
3 分類
鉆夾頭按用途不同進(jìn)行如下分類
型式代號(hào) 型式 用途
H 重型鉆夾頭 用于機(jī)床和重負(fù)荷加工
M 中型鉆夾頭 主要用于輕負(fù)荷加工和便攜式工具
L 輕型鉆夾頭 用于輕負(fù)荷加工和家用鉆
4、尺寸和連接
4、1尺寸
4、1、1錐孔連接形式的鉆夾頭尺寸見(jiàn)圖1和表1。
GB/T 6087-2003
 
4.1.2 螺紋孔連接形式的鉆夾頭尺寸見(jiàn)圖2和表2。
GB/T 6087-2003


4. 2 連接
4.2.1 錐孔連接形式見(jiàn)圖3和表3。
GB/T 6087-2003


4.2.2 螺紋孔連接形式見(jiàn)圖4和表4。


5、扳手
5.1 鉆夾頭扳手分三種型式(見(jiàn)圖5):
型式1,用于重型、中型和輕型鉆夾頭;
型式2, 用于輕型鉆夾頭。
型式3,用于重型、中型和輕型鉆夾頭。
GB/T 6087-2003
5.2 鉆夾頭扳手外形尺寸和適用范圍見(jiàn)圖5和表5.


6、技術(shù)要求
6. 1 精度
鉆 夾頭 的 精度是測(cè)定鉆夾頭所夾持規(guī)定長(zhǎng)度檢驗(yàn)棒的徑向跳動(dòng),見(jiàn)圖6e
徑 向跳 動(dòng) 誤差是以指示器的大讀數(shù)差值計(jì)。
對(duì) 于 H 型和M型鉆夾頭,應(yīng)在其大夾持直徑和大約1/2大夾持直徑的兩個(gè)檢驗(yàn)棒上進(jìn)行測(cè)
量;對(duì)于L型的鉆夾頭,僅進(jìn)行大夾持直徑的測(cè)量。
鉆 夾頭 徑 向跳動(dòng)允差和檢驗(yàn)棒尺寸見(jiàn)表6,
GB/T 6087-2003


6.2 鉆夾頭的夾持范圍應(yīng)符合表1和表2的規(guī)定。
6.3 鉆夾頭主要零件工作表面應(yīng)經(jīng)熱處理淬硬。硬度值應(yīng)符合表7的規(guī)定。

6.4 鉆夾頭的錐孔用量規(guī)作涂色法合研檢驗(yàn)表面接觸,接觸應(yīng)靠近大端,其接觸比值不低于70%。
6.5 鉆夾頭按表8規(guī)定的輸人扭矩夾緊試棒,按輸出扭矩扭轉(zhuǎn)試棒,試棒不得打滑,鉆夾頭不得損壞和
發(fā)生異常。

6.6 鉆夾頭應(yīng)運(yùn)轉(zhuǎn)靈活,用扳手夾緊和松開(kāi)夾爪時(shí),夾爪移動(dòng)和齒嚙合應(yīng)無(wú)阻滯現(xiàn)象。
6. 7 鉆夾頭及扳手不應(yīng)有裂紋、毛刺、銹蝕等缺陷;鍍鉻、發(fā)藍(lán)(或發(fā)黑)表面色澤應(yīng)均勻一致,保護(hù)層不
得褪色和脫落;標(biāo)志應(yīng)清晰耐久、位置正確。
7 試驗(yàn)方法
7.1 精度檢驗(yàn)
7.1.1 檢驗(yàn)用芯軸要求見(jiàn)圖7。

7. 1.2 檢驗(yàn)用檢驗(yàn)棒的尺寸見(jiàn)表6。檢驗(yàn)棒應(yīng)有足夠的剛度、硬度和穩(wěn)定性。圓柱表面的圓柱度或圓
柱表面對(duì)兩端中心孔的徑向全跳動(dòng)不大于0.01mm.
7. 1.3 鉆夾頭檢驗(yàn)以錐孔或螺紋孔及端面定位,緊固在檢驗(yàn)芯軸上,用扳手以三孔均勻地夾緊檢驗(yàn)棒,
指示器測(cè)頭垂直觸及檢驗(yàn)棒上母線,旋轉(zhuǎn)芯軸檢驗(yàn)(見(jiàn)圖6)
7.2 夾持范圍
用夾持范圍規(guī)定的小和大兩根檢驗(yàn)棒分別進(jìn)行夾緊檢驗(yàn)。
7.3 錐孔接觸檢驗(yàn)
錐孔表面接觸涂色法檢驗(yàn)用鉆夾圓錐量規(guī)與其合研進(jìn)行。在量規(guī)表面均勻涂敷紅丹混合涂料或其
他合適的涂料,涂層厚度小于4Km,將其插人被檢驗(yàn)孔內(nèi)。檢驗(yàn)和評(píng)定按JB/T 5563。
7.4 夾緊扭矩試驗(yàn)
7.4. 1 扭矩試驗(yàn)用試棒的硬度不低于55 HRC,表面粗糙度Ra值不大于。.8 Imo
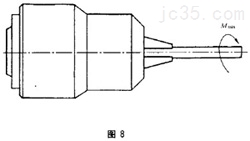
7.4.2 夾緊扭矩試驗(yàn)以鉆夾頭錐孔或螺紋孔及端面定位,并固定,依次均勻地在三孔上用扳手施加
表8規(guī)定的輸人扭矩夾緊試棒,再在試棒上施加表8規(guī)定的輸出扭矩Mm,.檢驗(yàn)。見(jiàn)圖8。
GB/T 6087-2003
8 檢驗(yàn)
8.1 鉆夾頭檢驗(yàn)項(xiàng)目按第6章和第10章的規(guī)定,并應(yīng)符合要求。
8.2 鉆夾頭產(chǎn)品出廠應(yīng)經(jīng)生產(chǎn)廠質(zhì)檢部門檢驗(yàn)合格,并附有合格證明文件。
9 命名
9.1 鉆夾頭的命名應(yīng)包含名稱和型號(hào)。
9.1.1 鉆夾頭名稱:“扳手鉆央頭";
9.1.2 鉆夾頭型號(hào):
a) 鉆夾頭類代號(hào)J;
b) 表示 鉆夾頭型式的組系代號(hào):
1) 采用錐孔連接形式的,組系代號(hào)為21;
2) 采用螺紋孔連接形式的,組系代號(hào)為31
c) 鉆夾頭大夾持直徑,單位為毫米(mm);
d) 鉆夾頭型式(H,M或L);
e) 重大改進(jìn)序號(hào)(若無(wú)內(nèi)容可不表示);
f) 連 接 形式代號(hào):
1) 錐 孔 連 接 形 式:莫氏錐度形用莫氏圓錐號(hào)賈格錐度形用大寫字母J加上錐度號(hào);
2) 螺 紋 孔 連 接 形 式:英寸制螺紋或米制普通螺紋代號(hào)
示例 1:扳 手鉆夾頭,錐孔連接形式,B12莫氏錐孔連接,大夾持直徑6.5 m m,重型,命名如下
扳 手鉆 夾 頭 J21 6. 5 H - B1 2
示例 2扳 手鉆夾頭,錐孔連接形式,B12莫氏錐孔連接,大夾持直徑6.5m m,重型,第一次改進(jìn),命名如下:
扳 手 鉆 夾 頭 J2 16 .5 H A- B1 2
示例 3; 扳手鉆夾頭,錐孔連接形式,2s短賈格圓錐連接,大夾持直徑10m m,中型,命名如下:
扳 手鉆 夾 頭 J21 10 M -J2 s
示 例 4: 扳手鉆夾頭,螺紋孔連接形式,英寸制螺紋代號(hào)1/2X 2 0,大夾持直徑13m m,輕型,命名如下:
扳手 鉆 夾 頭 J 31 13 L-1 /2 X20
9.2 扳手的命名包含以下內(nèi)容:
a) 扳 手名稱:“鉆夾頭扳手;’,
b) 型 式 代號(hào):用大寫字母T加扳手型式號(hào)(1,2或3);
c) 扳 手 代號(hào):用大寫字母N加扳手號(hào)(見(jiàn)表5)0
示 例 l: 鉆夾頭扳手,型式I,扳手號(hào)4,其命名如下:
鉆 夾頭 扳 手 Ti -N 4
示 例 2 鉆夾頭扳手,型式3,扳手號(hào)6,其命名如下:
鉆夾 頭 扳 手 T3 -N 6
10 標(biāo)志和包裝
10.1 在鉆夾頭、鉆夾頭扳手和產(chǎn)品包裝盒上應(yīng)有明顯的耐久性標(biāo)志。
10.2 在鉆夾頭的明顯位置上應(yīng)標(biāo)注以下內(nèi)容:
a) 商 標(biāo);
b) 型 號(hào);
c) 夾 持 范圍。
10.3 在鉆夾頭扳手上應(yīng)標(biāo)注以下內(nèi)容:
a) 商 標(biāo);
b) 型 式 代號(hào)和扳手代號(hào)。
10.4 在包裝盒或包裝箱上標(biāo)注以下內(nèi)容:
a) 商 標(biāo);
b) 型 號(hào);
c) 夾 持 范圍;
d) 產(chǎn) 品 名稱;
e) 制 造 廠名、廠址;
f) 標(biāo) 準(zhǔn) 編號(hào)。
10.5 產(chǎn)品包裝應(yīng)符合JB/T 3207的有關(guān)規(guī)定。
GB/T6087- 2003
扳手和齒圈的參數(shù)見(jiàn)圖A.1和表A. 1


附 錄 B
(資 料 性 附 錄 )
本標(biāo)準(zhǔn)與ISO 10887:1999技術(shù)性差異及其原因
表B.1 給出了本標(biāo)準(zhǔn)與ISO 10887:1999技術(shù)性差異及其原因的一覽表。

| |
 機(jī)床商務(wù)網(wǎng)
機(jī)床商務(wù)網(wǎng)